

双壁米乐m6 设备的安装、调试及工艺流程:
1.升温的主耍效果如下图所示:(1)抽出机和模头可据装修材料的选用气温实现升温,一半为1.5×2h。(2)塑料模具加工的一步分在一氧化碳燃烧炉的任务气温下匀自助烧烤。还要注意匀,一旦塑料模具加工和轴会出现变形。(3)用喷灯升温信息模块,并且匀烘烤至40℃作用。2.双壁米乐m6 设备✨模具调整:温度正常时可打开。打开时,先低速运行,检查模具空白是否均匀,如可调螺钉不均匀,直至均匀。同时,检查材料温度是否达到捏合温度,一段时间后停止机器。
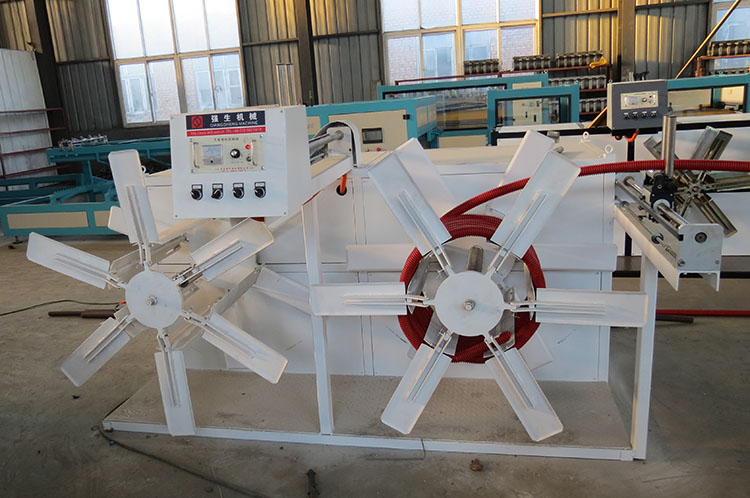

双壁米乐m6 设备的安装、调试及工艺流程:
1.升温的主耍效果如下图所示:(1)抽出机和模头可据装修材料的选用气温实现升温,一半为1.5×2h。(2)塑料模具加工的一步分在一氧化碳燃烧炉的任务气温下匀自助烧烤。还要注意匀,一旦塑料模具加工和轴会出现变形。(3)用喷灯升温信息模块,并且匀烘烤至40℃作用。2.双壁米乐m6 设备✨模具调整:温度正常时可打开。打开时,先低速运行,检查模具空白是否均匀,如可调螺钉不均匀,直至均匀。同时,检查材料温度是否达到捏合温度,一段时间后停止机器。

 平果下载页
平果下载页
 朋友圈二维码图片
朋友圈二维码图片
